There’s an old saying that I’m sure you’ve heard that goes “you won’t know until you try”. While it’s one of those phrases that’s been around long before computers were in every office, it remains modern enough to be very relevant to working with software. I found myself thinking about this phrase when a client asked if they could have a Civil 3D surface printed on our 3D Printer, a 3D Systems CJP Project 660Pro.
It may sound obvious, but the only prerequisite for printing anything in 3D is that the object has a width, depth, and height. A Civil 3D surface object, while made up of X, Y, and Z points, is only a two-dimensional object since it has no thickness. The first hurdle would then be to add some “thickness” or height to that surface to make it printable.
If you are a Civil 3D user you may think, “well that’s easy, just use the Extract Solids from Surface”. And while that is exactly what crossed my mind when I started thinking about how to print a Civil 3D surface, it turns out that the Extract Solids from Surface does not work for very complex geometries. This command is great for extracting out solids from corridors and smaller surfaces, but it couldn’t generate a solid for a heavily graded 70-acre subdivision with 100’ of elevation difference between its low and high points.
As I didn’t have rights to use the surface described above when writing this blog, I am instead using another surface to illustrate the steps. For all intents and purposes, these steps will work for any surface.
Exporting Civil 3D Data for 3ds Max
Met with failure, I turned to 3ds Max, the most powerful geometry editing software in the AEC Collection. I had many options to choose from when importing the Civil 3D surface into 3ds Max, but I narrowed it down to two options.
The first option would use Civil View to exchange Civil 3D object data with 3ds Max using a VSP3D file. The second option is to export a LANDXML file from Civil 3D and then import that file into 3ds Max.
I ended up choosing the latter option since it automatically generated polygons in the various HIDE boundaries found on the Civil 3D surface I was using. While I lost a marginal amount of fidelity from the original surface, using LANDXML created a gapless surface which we preferred for the 3D Print.
Exporting a LANDXML file from Civil 3D is as easy as right-clicking the surface in the Prospector and selecting Export LandXML… Importing the LANDXML file into 3ds Max is equally simple; click on the File menu, choose Import and select the LANDXML file. You should uncheck Smooth Surface in the Object Creation Options to preserve the Civil 3D surface geometry.
Creating a watertight model
Unlike the Extract Solids from Surface command in Civil 3D, I simply had to create a watertight poly surface or mesh in 3ds Max. A watertight model is defined as an object that doesn’t have any naked edges. McNeel’s website makes a great analogy when defining a watertight object; “another way to understand a solid is to see it as a balloon. If there is even a pin prick size hole, it will deflate. Thus it is not air/watertight, not volumetric. A solid is a volume. A solid is its outer surfaces, once they are completely joined”
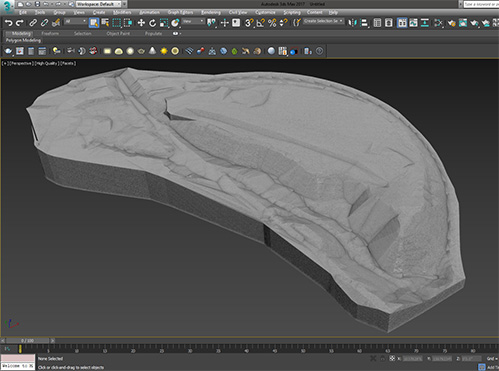
The LANDXML import provides me with a editable mesh in 3ds Max. To manipulate the geometries in the mesh to create the watertight solid I previously mentioned, follow these steps:
Select the Editable Mesh and choose the Element sub-object levels in the modifier stack
Click on any part of the surface and you will see the entire mesh highlight
In the Edit Geometry rollout enter in an Extrude value; I will use 500’
Switch the to the Edge sub-object level and press the Select Open Edges button in the Edit Geometry rollout
With the open edges selected, toggle the Top view and select View Align from the Edit Geometry rollout. This will flatten the edges to the same Z value
Choose the Face sub-object level and drawing a Crossing Selection through the recently extruded faces
Select the Detach button from the Edit Geometry rollout to create new object from those faces
De-select the original mesh and select the detached mesh
Right-click and choose Convert To: Convert to Editable Poly from the Transform Quad
Select the Editable Poly object, activate its Border sub-object level, and select the open border
From the Graphite Modeling Tools, select Cap Poly from the Geometry (All) Panel in the Modeling ribbon
Activate its Polygon sub-object level and select the bottom polygon cap
Press the W key to activate the Move gizmo and raise the Polygon along the Z axis to the desired height
Deselect all sub-object levels, select the Editable Poly
Right-click and choose Convert To: Convert to Editable Mesh from the Transform Quad
De-select the detached mesh and select the original mesh
Select Attach from the Edit Geometry rollout
Choose the detached mesh to join it to the original mesh creating a watertight mesh
Despite the extensive list of steps, the process is straightforward if you are familiar with 3ds Max. The video below illustrates all these steps to make it easier to follow along.
Create a file for 3D Printing
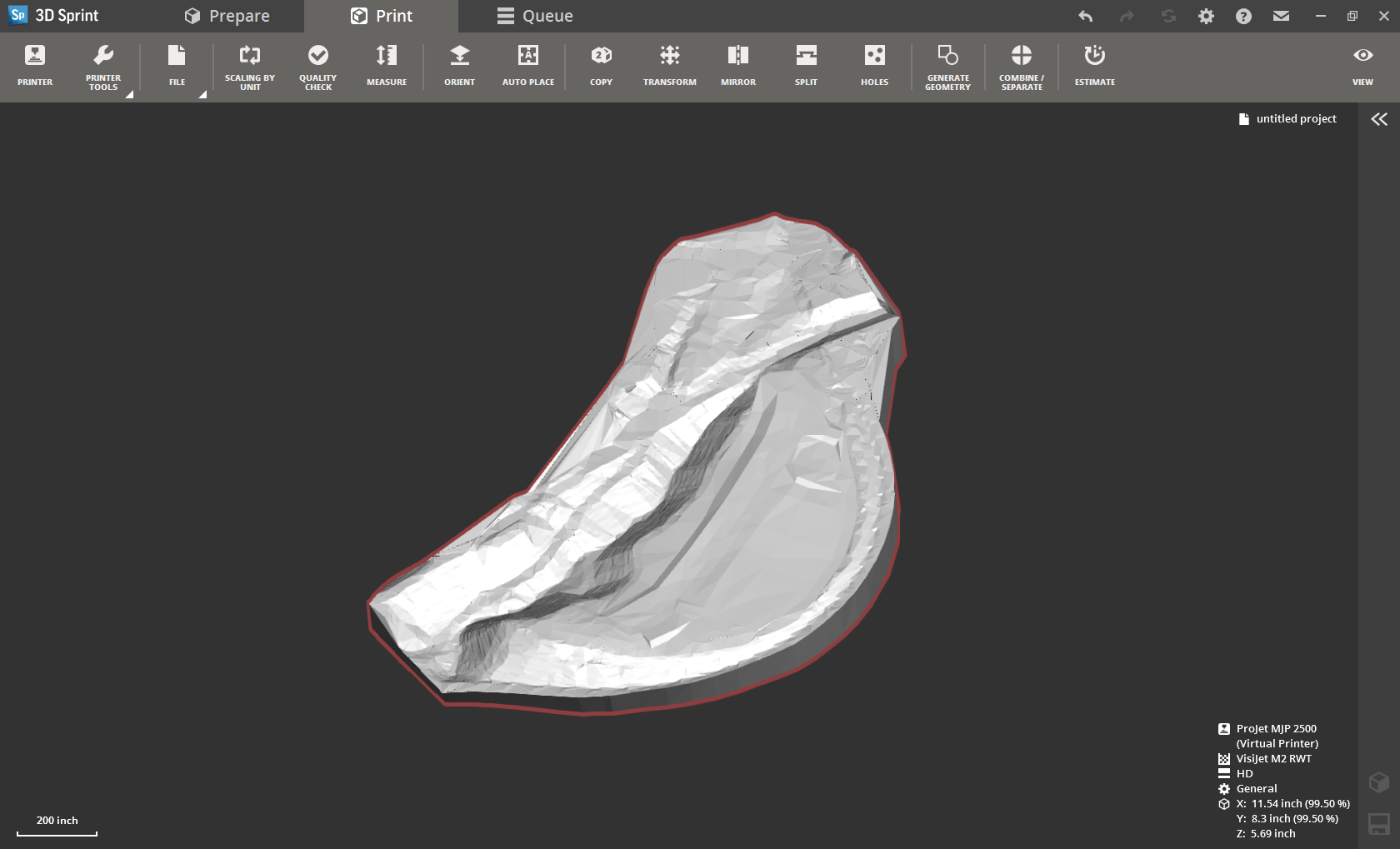
Once the geometry has been edited to be watertight, export the geometry to an STL (STereoLithography) file. In order to send our 3D print jobs, we use an application called 3D Sprint. 3D Sprint can import the STL, check for any geometry errors, and scale the model so it can be printed. The screenshot below shows the 3ds Max geometry ready to be printed.
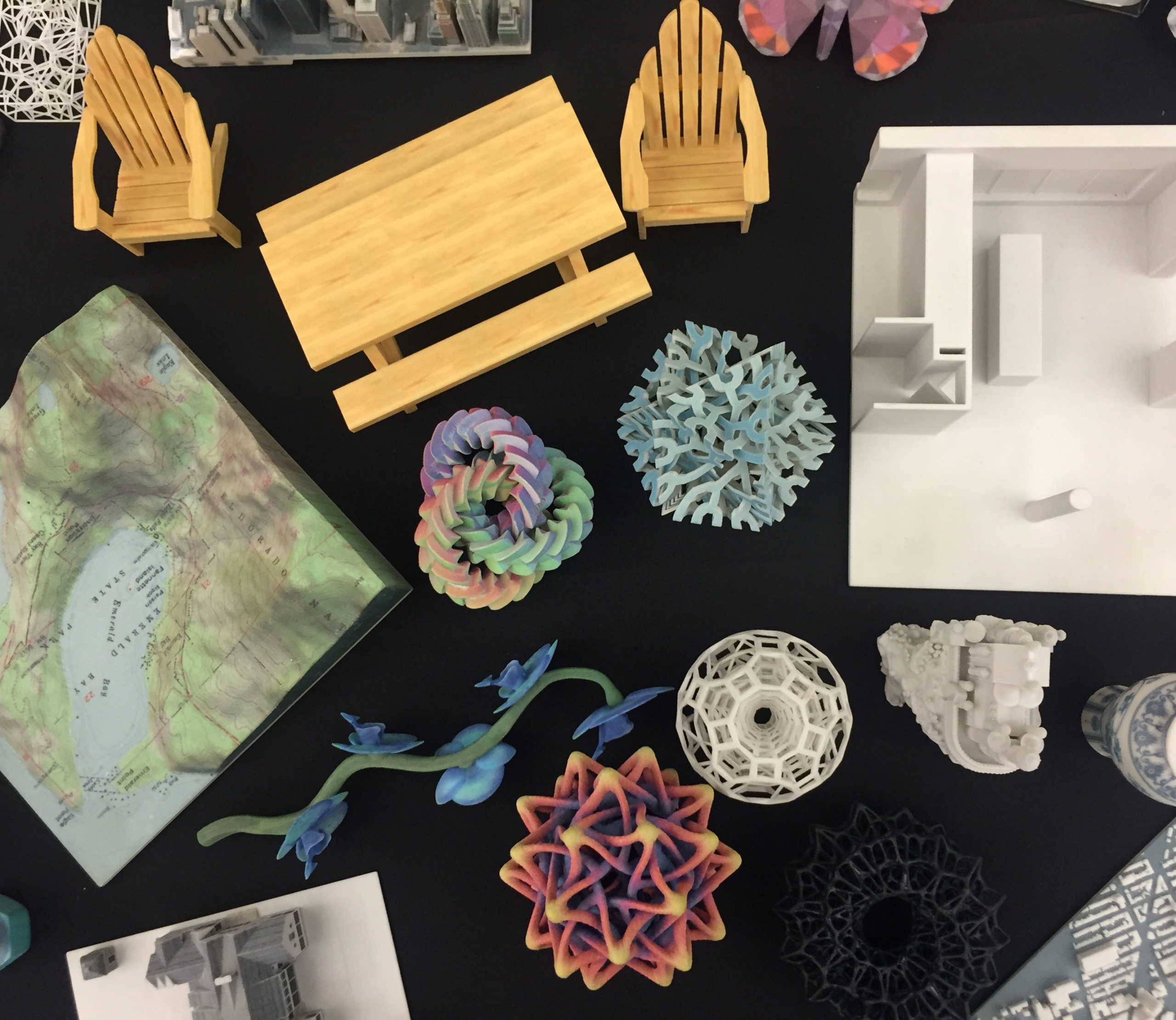
I recently had the privilege of working with Dr. Arnold S. Lesser, VMD, from New York Veterinary Specialty in Long Island, New York, and his assistant, Victoria Leonard, on two patients with angular limb deformities; one a Newfoundland and one a cat. Dr. Lesser asked our 3D Printing Team to print replicas of the front legs of each pet on our ProJet 660Pro from 3D Systems. This printer can print models as big as 15” x 10” x 8” and uses a sandstone powder type material, somewhat like actual bone, when processed properly.
After receiving the STL files of the complete PET/CAT scans of the animals, I imported the files into 3D Studio Max, a modeling visualization program from Autodesk. From here, I isolated the portions of the scan Dr. Lesser needed for his pre-surgery planning – specifically the humerus, radius and ulna – and within just a few hours, the models were printed! Using these models, Dr. Lesser was able to practice the surgery, in turn lessening the time the animals would be under anesthesia.
Dr. Lesser addressed the angular limb deformity by cutting the lower part of the radius and ulna and using an external skeletal fixator to fix the bone into straight alignment and, in one case, lengthen the leg. In the end, thanks to Dr. Lesser and his team and our 3D Printing Team, both of the pets had successful surgeries!
If you would like to learn more about the benefits of 3D printing for the veterinary field, or the 3D printing services we offer in general, please contact 3dprinting@microsolresources.com!
At this point you should have gone through a few full builds on your Projet x60 series 3D printer and the feeder will need to be refilled with the Visijet PXL Core material. This is normal and should be a part of your routine maintenance and pre-printing check list. How often you will need to fill the feeder with Core will depend on your usage and the amount of materials you are using per print. There are many ways to save cost and reduce the amount of Core and binder used for each print but that is a blog post on its own.
Safely Handling Visijet PXL Core
Before we start talking about adding Core to the printer we should talk about taking the proper safety precautions while handling the Core material. The Visijet PXL Core is a powder type material similar to plaster and is non-toxic so coming in contact with the Core shouldn’t be a big concern compared to other printing technologies but it is best to follow the safety guidelines while handling the material during model removal and maintenance. You should wear nitrile gloves to minimize skin contact, safety goggles to protect your eyes, a face mask to avoid inhaling the Core material and a lab coat to protect your clothes from the Core material during handling.
The Visijet PXL Core material can be an irritant if large quantities of it are inhaled, causing your throat to become scratchy, so it is best to avoid blowing the powder into the air while de-powdering and handling. If you come into skin contact with the Core, washing with soap and water will easily remove the material. For more information on the Visijet PXL Core material you should review the Material Safety Data Sheet found on 3D Systems’ Info Center.
Before Adding Visijet PXL Core
Now that we have gotten the safety procedures out of the way, we can move on to adding the Visijet PXL Core material into your CJP 3D Printer. It is best to start by making sure the debris separator is cleaned and emptied then make sure the excess powder around the build chamber, on the build platform, deck and de-powdering station have been vacuumed using the user hose.
Excess Core From Build Chamber Should Be VacuumedVacuum The Excess Powder on the De-powdering Station
Run the “Clean Parts” menu option until the debris separator stops pulling material through it. This will make sure the de-powdering station overflow and hoses are clear of any powder that may have been left from previous usage. Next you will need to check the front overflows, by looking inside the grill and making sure it is empty. If it is not empty you can run the “Empty Front Overflow” command and the “Empty Rear Overflow” command found in the Service Menu or by rebooting the printer. Once you have checked the overflows and recovered all the excess Core material around the printer we can start to add the Core material from the Visijet PXL Core eco-drum.
Adding Visijet PXL Core
To add the Core material, first place the eco-drum on the build tray or inside the de-powdering station and then select the “Vacuum” option on the LCD menu.
Running the Vacuum Command On The Projet x60 Series 3D Printer
Once the vacuum is running take the user hose and begin to vacuum the Core from the eco-drum.
Adding The Visijet PXL Core From The Eco-Drum
While vacuuming, make sure you keep an eye on the debris separator and the feeder level displayed on the LCD screen.
While Vacuuming The Visijet PXL Core Into The Projet x60 Series Printer It Will Display The Feeder Level
You can fill the printer up to 8 inches but once it gets passed 8 inches, you will get the below feeder is full message with an option to keep the vacuum on.
Feeder Will Display A Warning When Full
Remove the user hose from the eco-drum and turn off the vacuum. If you were to continue to add powder the feeder will display a “Feeder Limit” alert message and shut the vacuum off.
When You Keep Adding Powder After the Feeder Displays The Feeder Full Message
When the feeder reaches its limit, it will shut off and you will not be able to run the vacuum again until room is made by running the “Fill Bed” command. If the feeder is filled to the top and you try to print a model, it will fail at the empty overflow operation it performs before each print job. Also, failing to empty the overflows may cause the overflows to jam and the PXL Core material will start to spill all over the deck and around the fast axis causing a mess which will damage your print heads or printed model. This is why it is best to add the powder cautiously around the 7.5-inch mark and wait to let the debris separator empty completely before adding more powder, only vacuuming in small spurts until you reach the 8-inch limit.
Once the printer is filled up to 8 inches you are ready to send your print job and continue the production of your 3D models. Optionally, you can run the “Fill Bed” command to speed up the start of your next print job.
As always if you are running into any issues or have any questions please don’t hesitate to contact us.
Features the latest informative and technical content provided by our industry experts for designers, engineers, and construction firms and facility owners.


 After receiving the STL files of the complete PET/CAT scans of the animals, I imported the files into 3D Studio Max, a modeling visualization program from Autodesk. From here, I isolated the portions of the scan Dr. Lesser needed for his pre-surgery planning – specifically the humerus, radius and ulna – and within just a few hours, the models were printed! Using these models, Dr. Lesser was able to practice the surgery, in turn lessening the time the animals would be under anesthesia.
After receiving the STL files of the complete PET/CAT scans of the animals, I imported the files into 3D Studio Max, a modeling visualization program from Autodesk. From here, I isolated the portions of the scan Dr. Lesser needed for his pre-surgery planning – specifically the humerus, radius and ulna – and within just a few hours, the models were printed! Using these models, Dr. Lesser was able to practice the surgery, in turn lessening the time the animals would be under anesthesia.






